-
重庆国际博览中心项目钢结构工程施工组织设计(a3版式 239页 附图)
- 文件格式:PDF
- 用户评分: 5.0分
- 上传时间:2018年07月10日
- 上传人:17***73
- 收藏资料
资料币
99
资料详情
温馨提示:本产品为电子文档交付,兑换前请仔细查看资料详细内容,一经兑换售出不享受7天无理由退换货服务。
内容简介
本工程二标段包含北展馆区的钢结构系统、铝格栅系统、屋面系统,建筑总面积17.78万平方米,国际博览中心二标段钢结构工程主要包括8个单体展厅、登陆厅(ND)、广场(NG)、环廊(NH)及6个小单厅(NHT),绿色通道(NT)。各个部位之间的上层屋面铝格栅系统相互连接成整体。
展厅屋盖平面呈长方形,单厅东西长181米,南北宽70.2米。每个展厅由8榀倒三角钢管主桁架、2榀平面主桁架及18榀纵向倒三角联系次桁架组成,屋面布置有屋面支撑及檩条等结构。
展馆屋顶造型铝格栅采用树状柱的支撑形式。树状柱共分四种类型,即落地树状柱、屋盖桁架上部树状柱、屋盖上部短柱及展馆外墙侧面树状柱四大类型。
……
工程重点、难点
1、大直径厚壁钢管的加工制作 2、弧形钢管的弯曲加工
3、钢管相贯线切割 4、大跨度桁架的安装施工
……
第四章 原材料检验方案
第五章 钢结构工程工厂加工方案及制造工艺方案
第六章 钢结构构件检测及运输方案
第七章 钢结构现场施工专项方案及技术措施
……
本工程展厅主体钢结构屋盖部分安装方案简述如下:
倒三角主桁架在行车拼装区整体拼装后分三段倒运至展厅两侧,展厅内布置一台SCC2500型250吨履带吊(履带吊采用37.5米的主臂工况),履带吊跨过混凝土框架梁将其吊运至展厅内,吊装至安装位置。
平面主桁架在展厅内安装位置附近设置拼装胎架,分两段拼装,然后利用250吨履带吊吊装至安装位置。
……
- 钢结构形式:钢结构,钢桁架
- 钢结构层数:单层
- 钢结构施工部位:屋面,钢柱,钢支撑,其他
- 钢结构焊接连接方法:手工电弧焊,气体保护焊,埋弧自动焊,焊接球节点
- 钢结构安装方法:分条(分块)安装法
- 钢结构焊缝探伤:超声波,射线探伤,磁粉探伤
- 钢结构涂装材料:水性无机富锌底漆、环氧云铁中间漆、聚硅氧烷面漆
- 钢结构施工重点、难点:大直径厚壁钢管的加工制作、弧形钢管的弯曲加工 、钢管相贯线切割、大跨度桁架的安装施工
- 钢结构施工主要机具:履带吊、汽车吊、CO2焊机、交直流两用多头焊机、焊条保温箱
- 钢结构施工节点详图、示意图:10张以上
- 钢结构施工进度计划:有
- 钢结构施工方案编制时间:2011年
239页,编制于2011年。
资料目录
- 第一章 工程概况1
- 1.1工程简介及施工范围1
- 1.2 编制依据和施工规范5
- 1.3 钢结构工程重点、难点分析及对策6
- 1.3.1工程重点、难点6
- 1.3.2主要对策7
- 第二章 施工总体部署9
- 2.1 总体管理目标9
- 2.2项目施工管理组织机构及人员9
- 2.3 施工总体布置14
- 2.3.1 施工总体思路14
- 2.3.2 钢结构施工总体工艺流程14
- 2.3.3 施工分区划分15
- 2.3.4 施工顺序及施工流水段的划分15
- 2.3.5 施工总平面布置18
- 2.3.6 设备投入计划21
- 2.3.7 劳动力投入计划33
- 第三章 钢结构工程施工总进度计划35
- 3.1编制依据与原则35
- 3.2施工分区划分及各分区工程量统计35
- 3.2.1 施工分区划分35
- 3.2.2各分区工程量统计35
- 3.3 工期计划36
- 3.4工期保证措施38
- 3.4.1 确保工期的组织措施38
- 3.4.2 确保工期的管理措施38
- 3.4.3 确保工期的技术措施39
- 3.4.4 确保工期的经济措施39
- 3.4.5 确保工期的资源保障措施40
- 3.4.6 夜间、节假日施工安排41
- 3.4.7 雨季施工及外部环境保障措施41
- 第四章 原材料检验方案42
- 4.1 钢材42
- 4.2 焊接材料42
- 4.3 涂装材料43
- 4.4 材料入库检验方法及复验方案43
- 第五章 钢结构工程工厂加工方案及制造工艺方案46
- 5.1 主要构件加工概况46
- 5.2 技术准备方案47
- 5.2.1 加工制作工艺总流程47
- 5.2.2 焊接工艺评定试验方案48
- 5.2.3 涂装工艺试验方案49
- 5.2.4 摩擦面抗滑移系数试验50
- 5.2.5 编制钢结构制造工艺文件50
- 5.2.6 工厂加工制作工艺总则50
- 5.2.7 管理、技术、检测人员及焊工培训55
- 5.2.8 工装设计55
- 5.2.9 钢材前期加工56
- 5.3 H型钢的制造方案57
- 5.3.1 焊接H型钢加工制造工艺流程57
- 5.3.2 焊接H型钢组装工艺流程58
- 5.3.3 焊接H型钢组装焊接技术措施61
- 5.4 箱型构件的制造方案63
- 5.4.1 箱型构件制作工艺流程框图64
- 5.4.2 箱型构件制作工艺流程64
- 5.4.3 箱形构件加工的关键工艺、工装和加工设备65
- 5.5 钢管结构制作方案66
- 5.5.1 钢管相贯线切割66
- 5.5.2 弧形钢管弯曲加工68
- 5.5.3 大直径、厚壁钢管柱制造方案69
- 5.6 焊接球及半球节点的制作方案81
- 5.6.1 焊接球及半球节点制作工艺流程图81
- 5.6.2 焊接球及半球节点制作工艺流程81
- 5.6.3 焊接球加工制作工艺要点82
- 5.6.4 焊接球加工制造质量控制措施83
- 5.7 工厂焊接方案83
- 5.7.1 焊接工艺评定方案83
- 5.7.2 焊接资质及焊工培训87
- 5.7.3 焊接工艺87
- 5.7.4 焊接变形的控制90
- 5.7.5 消除焊接残余应力的焊接措施91
- 5.7.6 焊接裂纹及防止措施92
- 5.8 工厂涂装方案93
- 5.8.1 气候特点分析93
- 5.8.2 防腐技术方案93
- 5.8.3 工厂涂装施工工艺95
- 第六章 钢结构构件检测及运输方案99
- 6.1 构件检测方案99
- 6.1.1 检测依据、内容99
- 6.1.2 构件尺寸检测方案和标准100
- 6.1.3 焊接检测104
- 6.1.4 构件涂装质量检测方法及检测标准106
- 6.2 构件运输方案107
- 6.2.1 运输总体方案107
- 6.2.2 运输方式、运输工具和构件装卸方式107
- 6.2.3 构件的装车和装箱打包方案108
- 6.2.4 构件保护措施110
- 第七章 钢结构现场施工专项方案及技术措施112
- 7.1 钢结构概况112
- 7.2 钢结构现场拼装方案112
- 7.2.1 现场拼装的内容112
- 7.2.2 现场拼装布署113
- 7.2.3 钢结构现场拼装工艺114
- 7.2.4 钢结构现场拼装精度保证措施117
- 7.2.5 钢结构现场拼装测量验收118
- 7.3 钢结构预埋件及下插预埋柱段施工方案118
- 7.3.1下插预埋柱段施工方案118
- 7.3.2 混凝土柱顶预埋件施工方案122
- 7.4 钢结构现场安装方案123
- 7.4.1安装方案简介123
- 7.4.2钢结构安装施工分区划分126
- 7.4.3 钢结构安装施工总程序126
- 7.4.4 钢结构安装节段的划分130
- 7.4.5 安装机械的选择及吊车行走路线135
- 7.4.6 钢结构吊装方案及技术措施140
- 7.4.7 钢结构吊装工况及说明142
- 7.5 钢结构的卸载148
- 7.5.1 卸载原则149
- 7.5.2 卸载149
- 7.5.3 卸载注意事项149
- 7.6 钢结构施工过程中的受力分析149
- 7.7 钢结构现场施工技术保证措施150
- 7.7.1 钢结构施工测量150
- 7.7.2 钢结构安装校正及固定157
- 7.7.3 钢结构安装结构变形控制和施工误差的调整158
- 7.7.4 钢结构现场焊接的技术保证措施159
- 7.7.5 钢结构现场涂装163
- 第八章 施工工程质量保证措施166
- 8.1 质量目标166
- 8.2 质量管理体系166
- 8.2.1质量管理组织机构166
- 8.2.2质量管理职责166
- 8.2.3质量管理制度168
- 6.2.4质量管理流程169
- 8.3主要分部分项工程质量控制措施170
- 8.3.1材料的质量保证措施170
- 8.3.2工厂加工制作质量保证措施170
- 8.3.3焊接质量保证措施172
- 8.3.4涂装质量控制措施172
- 8.3.5不合格的管理173
- 8.3.6工地现场焊接的质量保证措施173
- 8.3.7施工测量质量控制措施173
- 8.4 危险源及控制措施176
- 第九章 安全文明管理及环境保护管理178
- 9.1安全生产管理措施178
- 9.1.1安全教育及培训178
- 9.1.2安全技术交底178
- 9.1.3安全标志及标牌179
- 9.1.4班前安全活动179
- 9.1.5安全检查179
- 9.2个人防护用品179
- 9.2.1防护用品的采购180
- 9.2.2防护用品的正确使用180
- 9.2.3高空操作平台、人行通道的防护180
- 9.2.4安全用电180
- 9.2.5机械设备的安全使用181
- 9.2.6消防保证措施182
- 9.3文明施工的措施183
- 9.3.1人员管理183
- 9.3.2场容场貌控制183
- 9.3.3卫生防疫185
- 9.3.4现场治安保卫185
- 9.4 环境保护措施185
- 9.4.1大气污染控制措施185
- 9.4.2固体废弃物控制措施185
- 9.4.3水处理及循环控制措施186
- 9.4.4噪声污染控制措施186
- 9.4.5光污染控制措施186
- 9.4.6室内环境污染控制措施186
- 9.4.7化学品等有毒有害废弃物处理控制措施186
资料截图

钢管切割
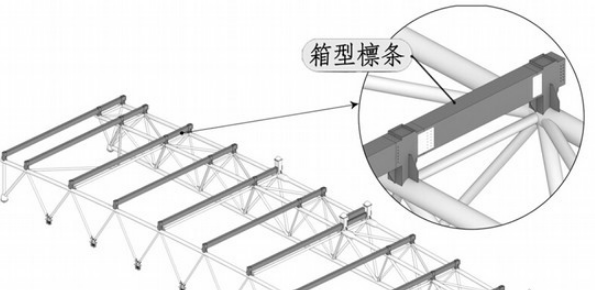
本工程典型箱型构件

焊后加热消氢处理示意图


钢管接长后环缝自动焊接示意